A calibration cannot be more accurate than the target it is derived from, so how a target is made is not a detail — it is the floor your whole measurement sits on. This article covers how precision calibration targets are made: why the manufacturing method decides accuracy, the quality parameters that separate a professional target from a printed one, how photolithographic chrome-on-glass is produced, how substrate and chrome are chosen, and how CalibVision qualifies its partners and inspects every finished part.
Why the manufacturing method decides accuracy
Corner detection locates a checkerboard corner by finding where sharp edges intersect. If that edge is a clean sub-micron transition, the algorithm can place the corner to a few hundredths of a pixel. If the edge is a fuzzy 50–100 µm ink transition — typical of printing, where ink bleeds into the substrate — the same algorithm sees a gradient and its uncertainty grows to half a pixel or more. That single difference is why the method matters far more than it looks:
| Method | Edge sharpness | Dimensional accuracy | Contrast | Indoor lifespan |
|---|---|---|---|---|
| Photolithography (chrome on glass) | <1 µm | ±0.5–2 µm | >1000:1 | 10–15 years |
| Laser etching (metal / glass) | 10–30 µm | ±5–15 µm | 100–500:1 | 5–10 years |
| Screen printing (paper / plastic) | 50–100 µm | ±50–100 µm | 5–20:1 | 1–3 years |
| Inkjet printing (paper / film) | 100–300 µm | ±100–300 µm | 10–50:1 | 1–2 years |
Photolithography delivers roughly 10–300× sharper edges and 20–100× better dimensional accuracy than printing. That gap is why sub-pixel applications use chrome-on-glass, not printed patterns.
The five quality parameters that define a professional target
- Feature edge sharpness — the 10%–90% intensity transition distance. Photolithography reaches <1 µm; printing is 50–300 µm. This sets sub-pixel corner accuracy.
- Dimensional accuracy — how far each feature sits from its nominal position, measured on a CMM or vision system. Metrology-grade is ±0.5–1 µm; professional ±2 µm; printed ±50–300 µm.
- Contrast ratio — chrome-on-glass exceeds 1000:1; printed targets are 5–50:1. High contrast keeps detection reliable across exposure and lighting.
- Spatial uniformity — consistency of features across the whole pattern. Photolithography holds within a couple of percent; printing drifts with ink density.
- Long-term dimensional stability — glass changes <0.1% over a decade; paper and film warp and shift by percent-level within a few years, quietly invalidating any calibration derived from them.
How photolithographic chrome-on-glass is made
Photolithography is the same class of process used to pattern semiconductor masks, and it runs in a Class 100 (ISO 5) cleanroom because a single dust particle during coating creates a visible pinhole. In outline:
- Substrate preparation and chrome coating. A flat, cleaned glass or ceramic substrate is coated with a thin chrome layer (roughly 80–120 nm) by vacuum deposition.
- Photoresist. A light-sensitive resist is spin-coated over the chrome to a uniform micron-scale film.
- Direct laser writing. A focused UV laser writes the pattern straight into the resist from the CAD file — a maskless process with sub-micron positioning, so there is no photomask to damage or misalign.
- Development. Chemical development clears the exposed resist, revealing the chrome beneath in the pattern areas.
- Etching. A chrome etchant removes the exposed chrome. Because the film is thin, the edge stays near-vertical — this is what yields the sub-micron edge.
- Strip and clean. Remaining resist is stripped and the part is ultrasonically cleaned, leaving only the chrome pattern on glass.
- Inspect and (optionally) protect. Automated optical inspection catches pinholes and edge defects; a pellicle can be added for dusty or outdoor environments.
Substrate and chrome: the two material choices
The substrate sets the accuracy tier, thermal stability, and whether the target can be backlit:
| Substrate | Feature accuracy | CTE (ppm/°C) | Best for |
|---|---|---|---|
| Quartz glass (fused silica) | ±0.5 µm | 0.5 | Metrology, thermal/UV, microscopy |
| Soda-lime glass | ±1 µm | 8.5 | Backlit precision machine vision |
| Ceramic (alumina) | ±2 µm | 6–8 | Front-lit, rugged production floors |
| Film | ±15 µm | 50–150 | Large-format, portable field rigs |
Quartz’s very low expansion (about 18× lower than soda-lime) is what makes it the metrology choice: a 500 mm soda-lime target moves ~4.5 µm per °C, a quartz one only ~0.25 µm. Glass is transparent for backlit work; ceramic is opaque but rugged and non-reflective for front-lit floors.
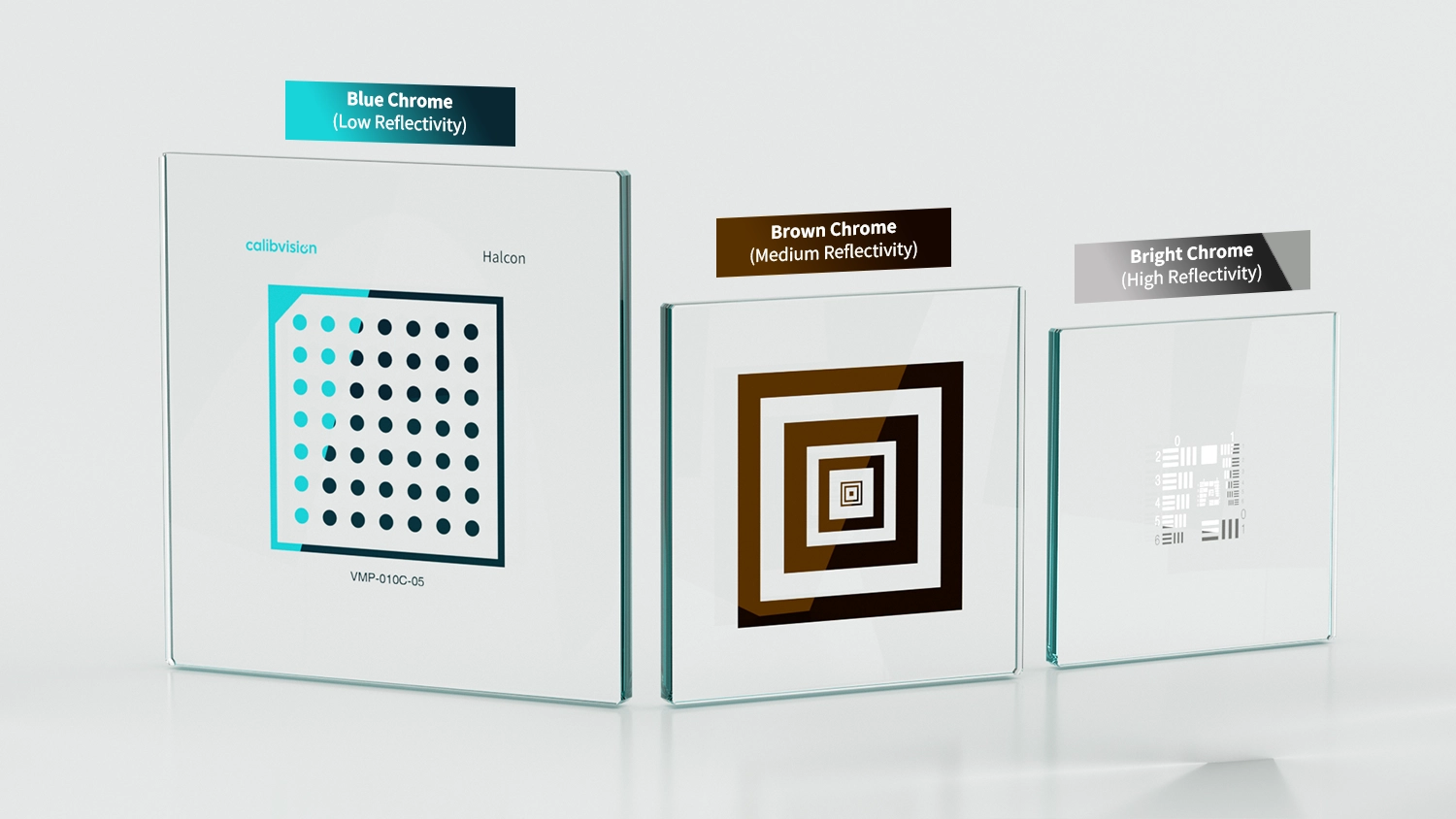
The chrome coating sets contrast and spectral behaviour:
| Chrome | Character | Best for |
|---|---|---|
| Brown chrome | Moderate, flat reflectivity across visible and NIR | Camera calibration targets — RGB, monochrome and NIR cameras |
| Blue chrome | Highest optical density, lowest reflectivity | High-dynamic-range and precision metrology |
| Bright (silver) chrome | Mirror-like, high reflectivity | Resolution charts (USAF 1951, MTF), reflected-light work |
Brown chrome’s relatively flat response across the visible and near-infrared is why it is the default for calibration boards: RGB, monochrome and NIR cameras all see usable contrast, which matters for multi-camera rigs mixing sensor types.
How CalibVision makes and inspects its targets
CalibVision operates a fabless model. We own the product designs, drawings and process specifications, and we qualify the manufacturing partners that produce to them. The step that protects you as a buyer happens in-house: 100% finished-product acceptance inspection before anything ships.
Every target is checked against a named, explicit inspection checklist — not a vague “general visual inspection”. That means full-pattern visual inspection under microscope, plus dimensional sampling on vision and coordinate measuring systems (Mitutoyo Quick Vision and Crysta-Plus class) against CalibVision sampling plans, reported after Kabsch rigid-body alignment so the numbers reflect fabrication error, not how the part sat on the stage. Every target ships with a serial-numbered inspection report. Measurements are NIST/NIM-traceable; product-level traceability is accredited under CNAS L0579 and recognised internationally through ILAC-MRA, and independent third-party CNAS/ILAC calibration is available on request. For how to read that report, see the four numbers that matter.
How to evaluate a calibration-target supplier
Whoever you buy from, five checks separate a real precision supplier from a reseller of printed plates:
- Ask for 100–200× microscope images of the edges. Sharp, clean edges mean photolithography; fuzzy gradients or visible halftone dots mean printing. A supplier who can’t show edge images doesn’t inspect their own product.
- Ask for measured data, not nominal specs. A serial-numbered report with actual measured dimensions (“30.001, 29.998, 30.002…”) beats a generic “±X µm” claim every time.
- Ask the manufacturing method directly. “Photolithography, chrome on glass” is the professional answer; “advanced printing” or “proprietary process” is not.
- Confirm the substrate. Glass or ceramic for precision; film and paper only where their looser tolerances are acceptable.
- Check how traceability is documented. Look for a serial-numbered inspection report with a stated measurement method and, on request, third-party calibration accredited under a recognised body — CNAS, and through ILAC-MRA its international peers such as DAkkS, A2LA or UKAS. Note the wording: laboratories are accredited to ISO 17025, so a manufacturer that calls itself “ISO 17025 certified” is misusing the term.
Regulated industries — automotive ADAS, medical imaging, aerospace — require documented dimensional traceability of their calibration equipment. That requirement is met by a traceable, serial-numbered inspection report plus on-request third-party calibration, which is exactly what CalibVision provides.
How do I order?
Send your pattern, substrate, size, feature size and accuracy target — or just describe the application and our engineers will specify it. Standard targets ship in 4–6 working days with a dimensional inspection report; see the calibration target overview to choose pattern and substrate.